
Case and carton conveying
Case and carton conveying systems provide many essential benefits to the industrial environment, in terms of efficiency, productivity and safety. They automate the transfer of cases and cartons, whether empty or full, thus reducing dependence on labor for repetitive tasks, while improving the speed and accuracy of operations. Their role is crucial in optimizing flows, ensuring a constant and smooth movement of cases and cartons between the different stages of the production chain, from packaging to storage, limiting interruptions.
These systems also stand out for their flexibility, as they can be configured to adapt to different formats, sizes and weights of cases or cartons, thus offering great versatility. They also adapt to many industrial environments, even in low-temperature production and packaging areas. In addition, they increase safety by limiting manual handling, reducing the risk of accidents and musculoskeletal disorders for operators.
Case and carton conveying systems integrate seamlessly with advanced technologies, such as automatic sorting solutions, barcode scanning and robotic tools, enabling even greater automation. They are also designed to be energy efficient, which reduces their environmental impact. Finally, thanks to sensors and control systems, they guarantee precise flow management, detecting anomalies such as poorly closed or poorly positioned cases.
All of our case and carton conveying systems, whether on the ground or overhead, linear, inclined or curved, in aluminum or stainless steel, belt or modular, are perfectly compatible with end-of-line packaging machines such as case formers, case packers, palletizers.
These various advantages make conveyor systems essential tools for increasing the competitiveness and profitability of industrial operations.
-
Main applications
#1 - Transfer of cases and cartons on one or more lines
- Feeding and distribution of empty cases on manual stations, automated packing stations.
- Feeding and distribution of full cases to automatic palletizing equipment
- Possibility of crossing doors, partitions, connection to downstream conveyor systems

# 2 - Overhead conveying of empty or full cases
- Feeding of the various packaging stations on the ground with different descending conveyor lines if necessary
- Saving space on the ground thanks to the installation of a self-supporting structure on the ground or suspended from the frame, depending on the layout of the production unit

#3 - Collection and sorting of packages from several lines
- Sorting according to the reference of the package scanned at the exit of the case packer
- Routing of cases to the correct conveyor lines

#4 - Case stacker
- Compact equipment
- Choice of the number of boxes in the stack
- Constant entry and exit height
- Fully autonomous module with its own case
- Secure equipment, no enclosure required
#5 - Elevation of cases (elevator, lifter, spiral, etc.)
- Reduced footprint and space saving on the ground
- Ability to support different case formats
- Choice of technology according to the rates
- Different configurations possible depending on the installations (adaptation of dimensions and heights according to customer constraints)

-
Examples of case conveying solutions
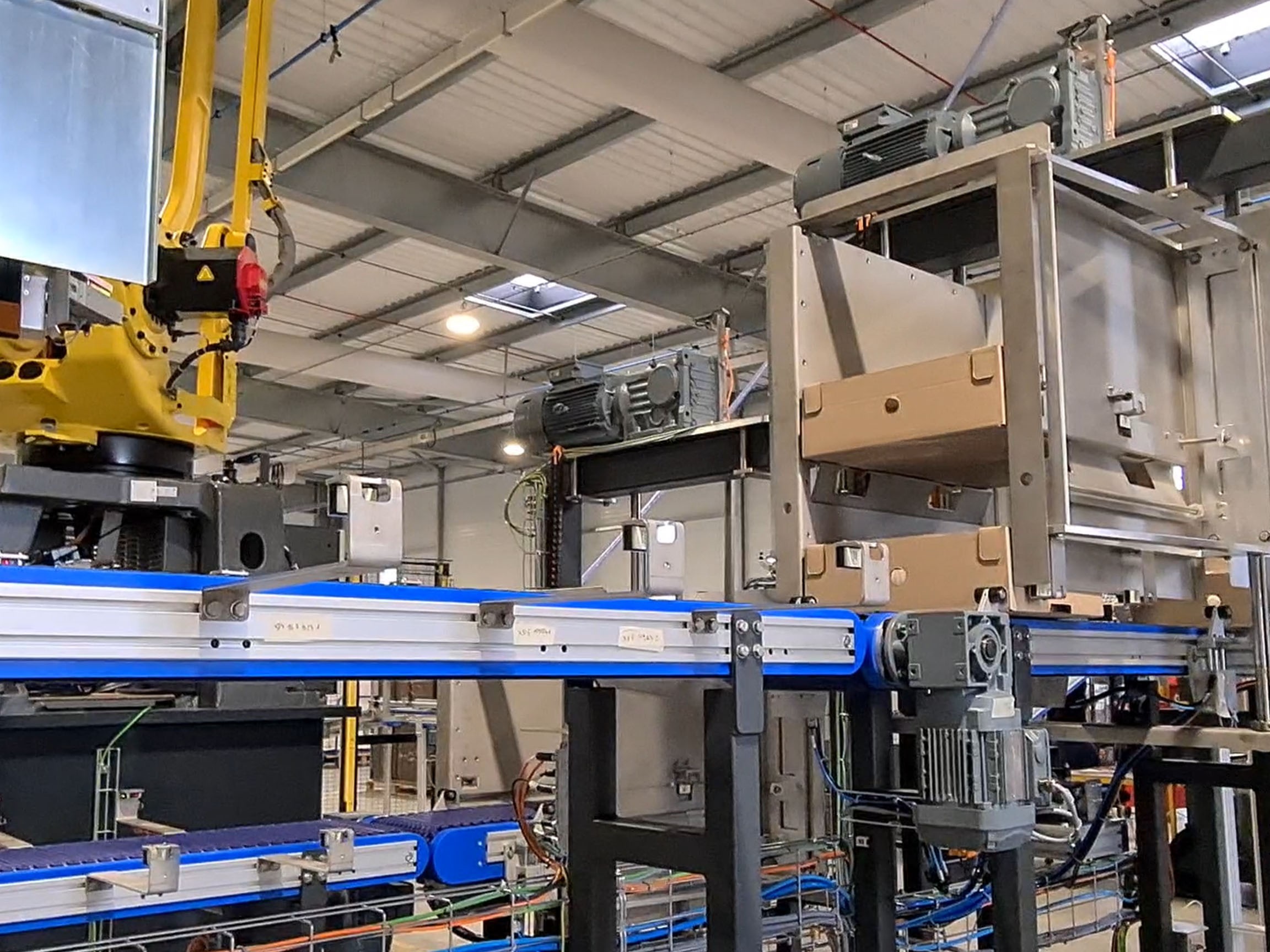
Project #1 - Complete circuit of full case conveyors
PROJECT DESCRIPTION
Our client, producing snack products for mass-market retailers, wanted to modernize its production facilities by investing in new machines. MG Tech supplied a complete line including case erectors, top-load case packers, a product mixing machine, and all the conveyor lines. These included a complete system of conveyors for full cases from the case packers to the palletizers and/or the mixing machine.
PROJECT FEATURES
- Conveyor length: 11 m
- Height: Overhead conveyor at a height of 6,400 mm from the ground (at its highest point), ground conveyor at a height of 900 mm
- Conveyor types used: aluminum and stainless steel conveyors, modular and PVC belts, roller conveyors
- Additional integrated equipment: a double elevator, motorized pusher to send the crates to the second conveyor line

Project #2 – Transfer of empty cases to collector and case packing stations
PROJECT DESCRIPTION
A ready-meal manufacturer wanted to implement an overhead transfer system for empty cases from case formers to collectors to supply the automated case-packing stations of the five ready-meal production lines. MG Tech also supplied the end-of-line packaging equipment, facilitating setup and communication between the machines and the conveyor belts.
PROJECT FEATURES
- Total conveyor length: 30 meters
- Conveyor width: 300 mm
- Average case rate: 10 cases/min
- Conveyor types used: modular aluminum conveyor
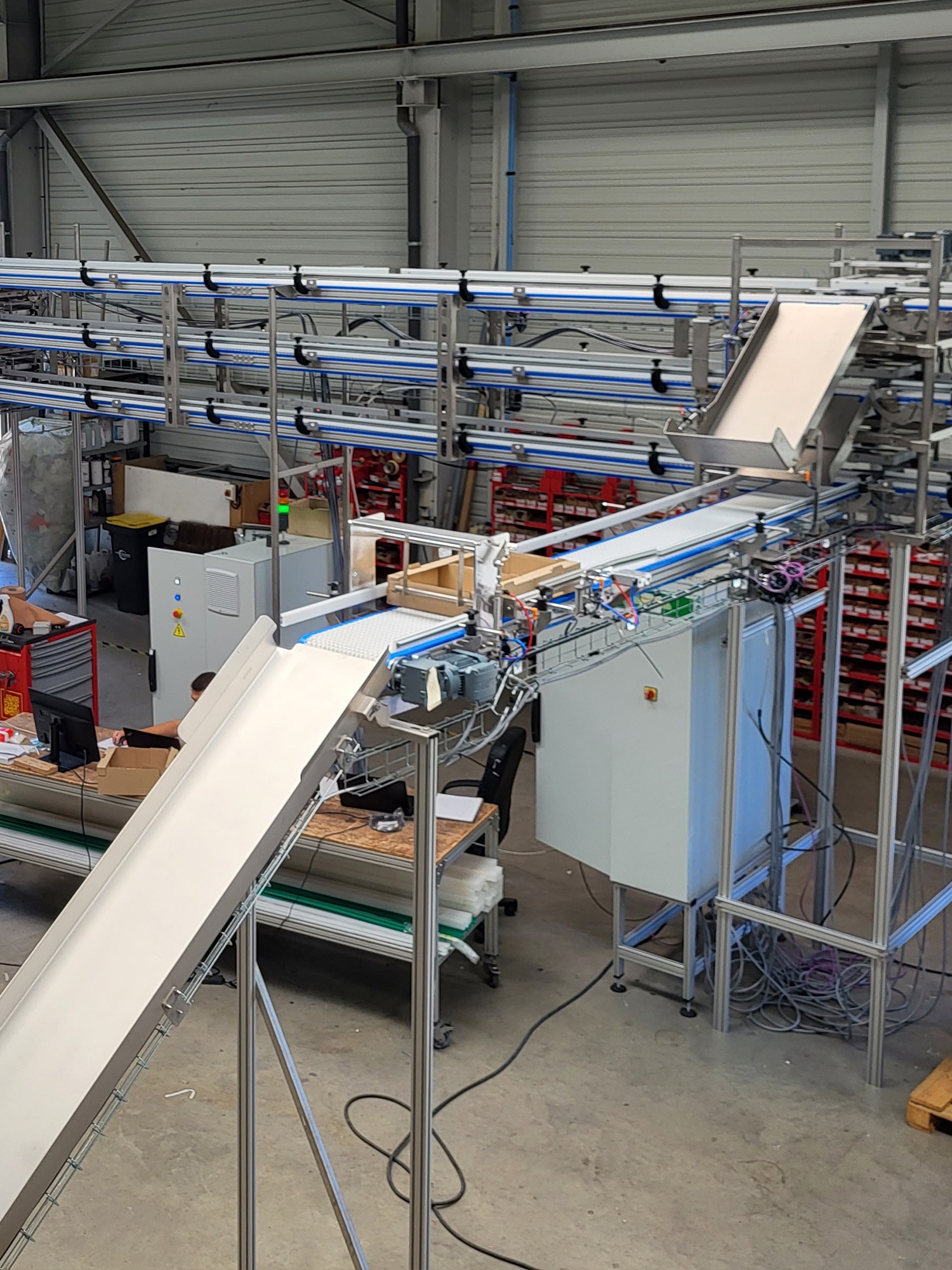
Project #3 – Manual picking and order preparation station
PROJECT DESCRIPTION
For a meat industry manufacturer, MG Tech supplied a manual picking and order preparation system. The line consists of 36 conveyor lanes divided into two levels for sorting cases by reference. A barcode scanning control system allows cases to be differentiated and distributed onto the correct lanes. A transverse conveyor line allows an operator to retrieve cases from a series and send them to a manual palletizing platform equipped with a lifting table for more ergonomic operator movements.
PROJECT FEATURES
- Conveyor length: 300 meters
- Number of lanes: 36 lanes spread over 2 levels
- Case rateExam: 16 cases/minute
- Conveyor types used: roller conveyors and modular belt conveyors

-
Do you need further information? Contact us now